
Working Principle of Flow Wrapping Machines: How Horizontal Flow Wrappers Really Work
Packaging Knowledge Hub

If you're seeking packaging automation solutions, please contact us, and we'll be delighted to offer you the most tailored solution.
A flow wrapping machine—also known as a horizontal flow wrapper or pillow packing machine—is designed to wrap individual or grouped products in a continuous film, seal the package, and discharge finished packs in one synchronized process. It is widely used for biscuits, bakery products, snacks, confectionery, frozen food, daily goods, and many non-food items because it combines high speed, stable pack appearance, and strong integration potential with cartoning and end-of-line automation.
At first glance, the working principle of a flow wrapper seems simple: product goes in, film wraps around it, seals are made, and packs come out. In real production, however, the machine only works well when several systems remain stable at the same time: product infeed, film unwinding, film forming, longitudinal sealing, end sealing, cutting, and timing synchronization. If any of these sections become unstable, the result is usually the same: wrinkles, leaking seals, incorrect cut position, poor print registration, jams, or reduced output.
To understand how a flow wrapper really works, it helps to stop thinking of it as “one machine” and instead see it as a coordinated packaging process built around two moving streams: the product stream and the film stream.
1. The Basic Working Principle of a Flow Wrapping Machine
The core principle of flow wrapping is continuous packaging. Products move forward on a conveyor while packaging film is simultaneously unwound from a roll, guided around the product, sealed, and cut into individual packs. Unlike some intermittent packaging systems that stop product movement at certain stations, a flow wrapper is designed to keep both the product and film moving in a controlled rhythm.
In a standard horizontal flow wrapping cycle, the process can be understood in six basic stages:
- Product feeding and spacing
Products are transferred onto the infeed conveyor and arranged at a controlled pitch or spacing.
- Film unwinding and guiding
Film is pulled from the roll and guided through rollers and tracking devices that stabilize its movement.
- Film forming around the product
The film passes through a forming box, where it wraps around the moving product and becomes a tube.
- Longitudinal sealing
The overlapping film edges are sealed to close the tube along its length.
- End sealing and cutting
Rotary or box-motion sealing jaws create the front and back seals of each pack and cut the packs apart.
- Finished pack discharge
The sealed packs leave the machine and move to inspection, coding, cartoning, or case packing.
This sounds straightforward, but every stage depends on correct synchronization. The machine must match product speed, film feed speed, seal timing, and cut position with very little tolerance for drift.
2. Product Infeed: Why Stable Product Flow Matters More Than Many Buyers Realize
For most users, the first visible part of the machine is the product infeed. In reality, this is also one of the most important sections. A flow wrapper does not “fix” unstable product presentation. It depends on products arriving in a predictable way.
The infeed system usually includes conveyors, pushers, spacing devices, or lug chains that help position products before they enter the film tube. The exact design depends on the product. Rigid biscuits, chocolate bars, and soap can often be handled relatively easily. Soft bread, sticky cakes, frozen dumplings, or irregular products require more careful handling and sometimes dedicated feeding or aligning systems.
This is why many real production problems that appear to be sealing or cutting issues are actually caused by poor infeed stability. If products arrive too close together, too far apart, tilted, or stacked incorrectly, the machine cannot create consistent end seals and cut positions. If products break during transfer, crumbs or fragments may enter the sealing area and cause leaks.
For this reason, a stable automatic feeding system is often just as important as the wrapper itself. If you want to connect this article to broader line planning, a natural internal link is Supporting equipment for automatic packaging lines: feeding, weighing, inspecting & printing, because good feeding and buffering are key to stable flow wrapping performance.
3. Film Unwinding and Tension Control: The Start of Pack Consistency
At the same time that products move forward, the packaging film must also move in a stable and predictable way. The film roll is mounted on an unwind section, and the machine pulls the film through guide rollers, tension control components, and sometimes registration systems before it reaches the forming box.
This part of the process is more important than it looks. If film tension is unstable, the machine may produce wrinkled packs, inconsistent bag length, drifting print position, or unstable seals. If the film tracks too far to one side, the longitudinal seal may shift or the end seal may look uneven.
Film handling is especially sensitive when using printed film, because the machine often relies on a registration sensor to detect printed eye marks. These marks tell the machine where each pack should start and end visually. If the film stretches inconsistently, if the sensor contrast is poor, or if tracking is unstable, the cut position can drift and the print layout will no longer match the pack.
This is why a flow wrapper should always be tested with the real film the customer plans to use—not just with a smooth, generic demo film. The real working principle includes the interaction between the machine and the actual packaging material.

4. Film Forming: How the Product Enters the Film Tube
Once the film has been stabilized, it passes through the forming box. The function of the forming box is to fold the flat film web around the product so it becomes a tube. At the same time, the product continues moving through the center of this newly formed film tunnel.
This forming process may seem mechanical and passive, but it strongly influences final pack appearance. The geometry of the forming box, the friction between film and forming surfaces, film stiffness, and alignment all affect whether the film wraps smoothly or develops tension marks and wrinkles before sealing.
A poorly matched forming setup can lead to recurring defects even if temperature, pressure, and cutting settings look correct. That is why formability is part of the real working principle, not just a minor hardware detail.
5. Longitudinal Sealing: Closing the Film Tube
After the film has been formed into a tube, the machine creates the longitudinal seal, also called the fin seal or back seal, depending on the pack style. This seal closes the length of the pack and transforms the open film wrap into a closed tube around the product.
The longitudinal seal is typically made by heated sealing wheels or belts that apply pressure and temperature while the film is moving. The purpose is to fuse the film layers together consistently without burning, distorting, or under-sealing the film.
This stage already demonstrates why working principle matters. Seal quality depends on more than just heat. It depends on:
- film structure and sealant layer
- pressure consistency
- sealing contact time
- film cleanliness
- line speed
If the film has the wrong sealant layer, or if film tension is unstable, the longitudinal seal may not form properly. If the product sheds oil, dust, powder, or crumbs that migrate into the seal zone, the seal may look fine at first but fail later.
6. End Sealing and Cutting: Where Flow Wrapping Performance Is Really Tested
After the longitudinal seal is completed, the machine creates end seals between products and cuts the packs apart. This is often the most critical part of the working principle, because it determines pack appearance, seal strength, and how well the machine handles real production speed.
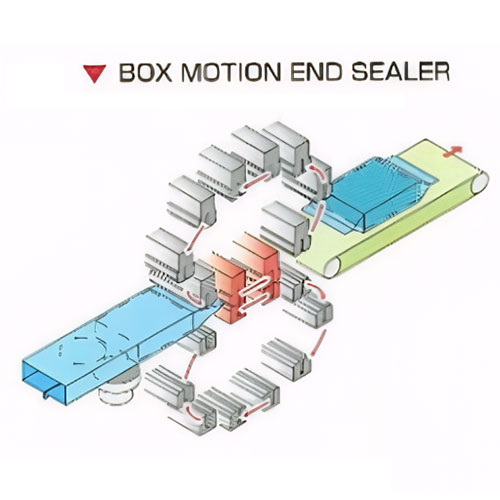
In most flow wrappers, end sealing is done in one of two ways:
- Rotary end sealing
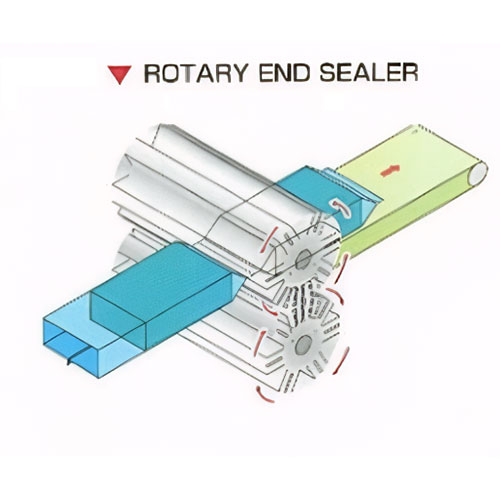
- Box-motion (reciprocating) end sealing
In a rotary flow wrapper, the sealing jaws rotate continuously. This makes the system well suited for stable, continuous high-speed production. When the product pitch is consistent and film handling is stable, rotary motion can deliver very efficient packaging output.
In a box-motion flow wrapper, the sealing jaws move with the product during the sealing phase and then return. This increases the effective sealing dwell time and often gives more controlled sealing performance for some films, products, and presentation requirements. It is especially relevant when users care deeply about seal appearance, better control over difficult films, or more demanding product conditions.
The important point is not simply that one is “faster” and one is “better.” The real question is: which motion type gives you the right sealing window for your film, product, speed, and quality requirements? That is why a separate comparison article like Rotary vs Box-Motion Flow Wrapper: Speed, Film Control and Sealing Quality belongs in the machine-type block as a buyer-focused decision page, while this article explains the principle behind both.
7. Why Sealing Problems Happen: The Principle Behind Common Defects
One reason buyers search for working principle of flow wrapping machines is that they are trying to understand why machines fail in practice. Most common defects can be traced directly back to one of the process sections above.
Wrinkles
Wrinkles are usually caused by unstable film tension, poor forming alignment, incorrect film path setup, or tracking instability. They may start before sealing but only become visible after sealing and cutting.
Misregistration
When printed artwork does not line up with the cut or seal position, the problem is usually film registration drift. Common causes include inconsistent tension, unstable mark detection, or slip between film movement and cutting logic.
Leaking seals
Leaking end or longitudinal seals are usually caused by insufficient or inconsistent sealing energy, poor jaw alignment, film mismatch, or seal contamination from product fragments, oil, or powder.
Product-in-seal
If the product or crumbs enter the end seal area, the root cause is often unstable product spacing, poor timing, or weak transfer design—not simply sealing temperature.
Inconsistent bag length
Uneven bag length often results from pitch variation, unstable film feed, or incorrect synchronization between mark tracking and cutting.
So the working principle is not just theory. It directly explains real production pain points.
8. Why Flow Wrapping Performance Depends on Synchronization
If there is one word that best summarizes the working principle of a flow wrapper, it is synchronization. The machine only performs well when all moving elements work together:
- product spacing must match jaw timing
- film feed must match bag length and registration logic
- sealing must match line speed and material behavior
- cutting must match product position and print location
This is where modern servo control becomes valuable. Servo systems allow the machine to coordinate multiple motions more precisely and adapt recipes more easily during format changes. However, servo itself is not magic. A machine with excellent drives but poor infeed stability, wrong film, or seal contamination will still run badly. True stability comes from a balanced system.
If you want to build deeper internal linking from this pillar, the best connected technical pages would be:
- The science behind sealing technology in packaging machines
- Temperature, pressure and dwell time in heat sealing
- Photoelectric tracking and film registration in automated packaging
- Motion control in packaging machines: servo vs mechanical systems
These pages each explain one piece of the flow wrapping principle in more technical depth.
9. What Buyers Should Learn from the Working Principle
For buyers, the value of understanding the principle is practical. It helps answer questions like:
- Why is one machine more stable than another?
- Why does the same machine run differently with different films or products?
- Why do some products need better feeding systems?
- Why does sealing quality depend on more than temperature?
- Why do changeovers affect performance so much?
In other words, the working principle helps you judge whether a machine is truly suitable—not just whether the brochure looks impressive.
This article is part of the Soontrue Packaging Knowledge Series. For a broader machine selection guide, see Comprehensive Guide to Pillow Packing Machine: Selection & Application Scenarios.
Related Knowledge Articles
- Comprehensive Guide to Pillow Packing Machine: Selection & Application Scenarios
- Rotary vs Box-Motion Flow Wrapper: Speed, Film Control and Sealing Quality
- Flow Wrapper Film Selection Guide: OPP, PE, Paper and Sustainable Films
- Common Flow Wrapping Defects and Troubleshooting (Wrinkles, Misregistration, Leaking Seals)
- Supporting equipment for automatic packaging lines: feeding, weighing, inspecting & printing
- The science behind sealing technology in packaging machines
- Photoelectric tracking and film registration in automated packaging
FAQ
Q1. What is the basic working principle of a flow wrapping machine?
A flow wrapper continuously feeds products and film together, forms the film into a tube around the product, creates a longitudinal seal, makes end seals between products, cuts the packs apart, and discharges finished packs.
Q2. Why does a flow wrapper need stable product spacing?
Because end sealing and cutting depend on product position. If product spacing is inconsistent, the machine may create bad cut positions, product-in-seal problems, or jams.
Q3. What causes print registration problems in flow wrapping?
Print registration problems are usually caused by unstable film tension, poor film tracking, incorrect sensor setup, or mismatched synchronization between film feed and cutting.
Q4. Rotary or box-motion flow wrapper—which is better?
Neither is universally better. Rotary is often strong for smooth continuous high-speed production, while box-motion can offer more controlled sealing contact and better tolerance for certain products and films. The correct choice depends on your application.
Q5. Why do seals leak even when the machine temperature is high enough?
Because sealing quality depends on temperature, pressure, dwell time, film compatibility, jaw alignment, and cleanliness of the seal area. Heat alone does not guarantee a strong seal.