
How Packaging Machines Work: Core Principles & Automation Technologies
Packaging Knowledge Hub

If you're seeking packaging automation solutions, please contact us, and we'll be delighted to offer you the most tailored solution.
Modern packaging machines may look very different on the surface. A flow wrapping machine runs products horizontally through film. A VFFS machine forms bags vertically from a roll of film. A premade pouch packing machine opens and fills ready-made pouches. A cartoner loads products into cartons, while a case erector, case packer, and robotic palletizer complete the end-of-line process. Yet despite these differences, most automated packaging systems are built on the same engineering logic: they must control product flow, material flow, timing, motion, sealing energy, and quality verification in a synchronized and repeatable way.
This is why understanding how packaging machines work is valuable not only for engineers, but also for buyers, plant managers, and operations teams. If you understand the core principles behind packaging automation, you can make better machine selections, diagnose problems more accurately, and design packaging lines that are more stable, efficient, and scalable.
At the most fundamental level, a packaging machine solves one simple problem: how to move a product into a package, close that package reliably, and do so continuously with minimum waste, minimum downtime, and consistent quality. In practice, however, this simple goal depends on a combination of mechanical design, servo control, temperature management, sensing technology, dosing accuracy, and line integration. A machine only performs well when all of these systems work together.
The Universal Logic Behind Most Packaging Machines
Although machine structures differ, the working logic of most packaging systems can be understood as a sequence of common functions: feeding, positioning, forming, filling or loading, sealing, cutting or closing, inspection, and discharge. In some machines, these functions happen in a straight continuous path. In others, they happen station by station. But the logic remains the same: the machine must control what enters, what moves, what closes, and what leaves.
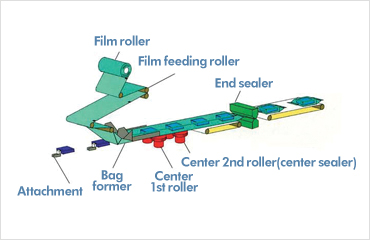
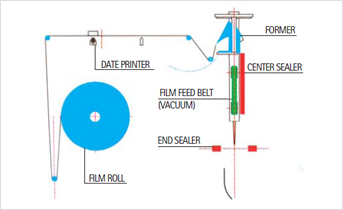
A flow wrapper, for example, feeds products in a horizontal line, wraps them in film, creates a fin seal and end seals, cuts them into packs, and discharges them. A VFFS machine unwinds film, forms it into a tube around a forming collar, doses product into the tube, seals horizontally and vertically, cuts the bag, and releases it. A premade pouch machine indexes pouches through a series of stations: pouch pick-up, opening, filling, sealing, and discharge. A cartoner erects cartons, loads products, closes flaps, and transfers them onward. A case packer groups products into cases, and a robotic palletizer stacks those cases according to a programmed pattern.
So when we ask, "How do packaging machines work?" the answer is not one mechanism, but a coordinated sequence of mechanical and control functions that transform unstable raw flow into standardized output.
Product Flow Control: The First Condition of Stability
Before sealing, cutting, or coding can work, the product itself must be delivered to the machine in a stable and predictable way. This is where product flow control becomes the first critical principle in packaging automation. Many packaging problems that appear to be “machine faults” are actually caused by unstable product infeed, irregular orientation, poor spacing, inconsistent buffering, or sudden surges in product supply.
Different products create different challenges. Biscuits may chip or overlap. Bread can deform. Frozen foods may clump. Powders may bridge or fluctuate. Liquids may splash or foam. Because of this, successful packaging systems rely on supporting technologies such as conveyors, aligners, vibratory feeders, timing conveyors, buffering sections, distribution systems, and dosing units to stabilize the incoming flow before the main packaging process begins.
If product flow is not stable, the rest of the machine cannot remain stable. Seals may land on the product, pouches may underfill or overfill, printed registration may drift, and automatic reject systems may trigger more often than necessary. That is why product handling is not a secondary concern. It is one of the foundations of packaging machine performance.
Material Flow Control: Film, Pouches, Cartons and Cases
If product flow is the first side of the equation, packaging material flow is the second. Packaging machines do not only move product; they also move and control packaging materials such as roll film, premade pouches, cartons, corrugated blanks, labels, or tapes. These materials must be positioned accurately, tensioned correctly, and delivered at exactly the right moment.
In film-based systems such as flow wrappers and VFFS machines, material flow depends heavily on stable film unwinding, web tension, lateral tracking, print registration, and correct interaction with forming components. When film tension fluctuates, the machine may produce wrinkles, skewed seals, drifting print positions, or inconsistent bag lengths. In premade pouch systems, the challenge shifts to pouch pick-up, separation, opening consistency, and gripper control. In cartoning and end-of-line systems, carton blanks and cases must be erected and transferred with repeatable geometry so that downstream loading and sealing remain accurate.
This explains an important reality in packaging automation: many machines are only as stable as the materials they run. Good machine design matters, but so do film quality, pouch consistency, carton stiffness, corrugated tolerances, and label quality. A packaging machine is always interacting with a material system, not just a product.
Motion Control: Why Synchronization Is the Real Engine
At the heart of modern packaging systems lies motion control. A machine may have dozens of moving elements: conveyors, pull belts, seal jaws, pushers, cutters, indexes, robotic arms, and filling heads. These motions must be synchronized so that each action happens at the correct position and the correct time.
Older systems often relied more heavily on cams, chains, mechanical linkages, and pneumatic timing. Many of these systems are still useful and reliable in the right applications. However, modern packaging equipment increasingly depends on servo motion control because it allows greater flexibility, higher precision, easier changeover, and better synchronization between axes. Servo control is especially useful when machines must run multiple SKUs, handle more precise positioning, or integrate with recipe-based automation.
But servo alone does not guarantee good performance. Good packaging automation depends on the interaction of mechanical rigidity, software logic, sensor feedback, and motion tuning. A machine with advanced drives but weak structure or poor control programming may perform worse than a simpler machine with well-balanced mechanics. That is why serious technical evaluation must consider the full motion system, not just whether a machine is “servo-driven.”

Sealing Technology: Temperature, Pressure and Dwell Time
One of the most important principles in packaging machinery is sealing. If the package does not seal correctly, the rest of the process loses value. Pack appearance may be poor, shelf life may shorten, contamination risk may rise, and customers may reject the product.
In heat-sealing systems, the machine must control three variables together: temperature, pressure, and dwell time. Temperature provides the energy needed to activate the seal layer. Pressure ensures material contact. Dwell time determines how long energy is applied. If any of these are outside the correct window, seals may be weak, distorted, burned, or inconsistent.
The sealing challenge becomes more complex when production speed rises or product contamination enters the seal area. Crumbs, powders, oils, liquids, or fragments can interfere with seal integrity even when nominal machine settings look correct. This is why real sealing performance depends on more than the jaw temperature shown on the screen. It also depends on film structure, jaw alignment, product handling, machine rhythm, and environmental stability.
Different machine categories apply this principle in different ways. A flow wrapper may use rotary sealing or box-motion sealing. A VFFS machine may use intermittent or continuous sealing logic. A premade pouch machine may use multiple sealing stations for higher reliability. End-of-line sealing systems may use tape or hot-melt glue. The materials and motion differ, but the principle remains the same: reliable closure depends on controlled energy and precise timing.
Dosing and Filling: Accuracy Is Both a Technical and Economic Issue
In many packaging lines, one of the most underestimated core technologies is the dosing system. Buyers often focus on the main bagger or wrapper, but actual output quality is heavily influenced by the equipment that determines how much product enters each pack.
Multihead weighers, linear weighers, auger fillers, volumetric cup fillers, pump fillers, and piston fillers all solve the same basic problem—portioning product accurately—but they do so using different principles. The correct choice depends on product flowability, density consistency, required speed, cleaning needs, and acceptable giveaway.
A poor filling match creates several downstream problems: overfill increases cost, underfill creates complaints, unstable product flow causes contamination in the seal area, and slow dosing can throttle the entire machine. This is why dosing technology belongs in a principles block, not only in a supporting equipment article. It is one of the core mechanisms that determines overall line performance.
Sensors, Registration and Feedback Systems
Modern packaging machines depend on sensor feedback to maintain stability. Sensors detect registration marks on film, confirm pouch presence, monitor product location, verify carton opening, detect case position, and trigger rejects. Without reliable feedback, even well-designed mechanics cannot maintain consistent operation at speed.
A common example is photoelectric tracking in printed film applications. The sensor reads registration marks so the machine knows where to cut and seal relative to the artwork. If the sensor is misread, if print contrast is poor, or if film tension drifts, registration errors appear immediately. Similar logic applies across the line: the more accurate the sensing and the clearer the control response, the more stable the system.
Sensors do not replace good mechanical design, but they make precise automation possible. In modern packaging lines, quality depends increasingly on the combination of mechanical motion plus intelligent feedback.
Inspection and Quality Verification as Part of the Process
Inspection equipment such as checkweighers, metal detectors, and X-ray systems is sometimes treated as an optional add-on, but in reality it is a continuation of the packaging process. Once product is packed, the line must verify that weight, integrity, and contamination standards have been met. If inspection is not correctly integrated, good packaging performance can still result in market problems, retailer rejection, or regulatory risk.
Inspection systems must be positioned where product flow is stable and rejection logic can work correctly. In other words, quality verification is not separate from machine principles—it is part of the same automation logic. Packaging machines are not just forming devices; they are controlled systems that produce and verify output at the same time.
From Single Machine to Complete Packaging Line
The most important lesson from all these principles is that packaging machines should not be viewed as isolated units. A line is only as strong as the interaction between its feeding system, packaging machine, supporting equipment, inspection devices, and downstream automation. A flow wrapper with poor feeding will not run well. A VFFS machine with the wrong dosing system will not stay accurate. A robotic palletizer with unstable case quality upstream will not build stable pallets.
That is why engineering teams increasingly evaluate not only the machine, but the system architecture around it. Product flow, material flow, motion control, sealing window, sensor logic, and inspection placement all interact. The best packaging results come from treating the line as one synchronized automation environment.
This article is part of the Soontrue Packaging Knowledge Series. For machine-type comparison and application-focused content, see Packaging Machine Classification & Applications.
Related Knowledge Articles
- Packaging Machine Classification & Applications
- Working Principle of Flow Wrapping Machines: How Horizontal Flow Wrappers Work
- Working Principle of Vertical Form-Fill-Seal (VFFS) Machines
- Working Principle of Premade Pouch Packing Machines
- The Science Behind Sealing Technology in Packaging Machines
- Motion Control in Packaging Machines: Servo vs Mechanical Systems
- Supporting Equipment for Automatic Packaging Lines: Feeding, Weighing, Inspecting & Printing
FAQ
Q1. What is the basic principle common to most packaging machines?
Most packaging machines control product flow and packaging material flow in a synchronized sequence that forms, fills, seals, and discharges packs in a repeatable way.
Q2. Why do packaging machines often fail to reach their rated speed in real factories?
Because real production introduces unstable product feeding, variable materials, contamination, frequent changeovers, and inconsistent operator settings. Theoretical speed is easier than sustained stable production.
Q3. Is servo control always better than mechanical systems?
Not automatically. Servo systems improve flexibility and synchronization, but true performance depends on the full combination of structure, control logic, tuning, and application suitability.
Q4. What causes sealing problems most often?
Sealing problems are usually caused by incorrect temperature, pressure, or dwell time, contaminated seal areas, unstable materials, or poor machine alignment.
Q5. Why is dosing technology so important in packaging automation?
Because inaccurate or unstable dosing affects product giveaway, seal quality, speed, and downstream consistency. Filling performance often determines whether the whole line runs profitably.
Q6. Should inspection systems be considered part of machine design or just accessories?
They should be considered part of the overall automation system, because quality verification, reject logic, and line integration directly affect output reliability.