
Selecting the Right Materials for Your Flow Wrap Machine
HFFS Machine Blog

If you're seeking packaging automation solutions, please contact us, and we'll be delighted to offer you the most tailored solution.
In the modern food processing landscape, the compatibility between your packaging material and your flow wrap machine is the invisible line between a high-margin operation and a logistical nightmare. For decision-makers, material compatibility is no longer just a technical specification—it is a strategic pillar that dictates Overall Equipment Effectiveness (OEE), brand integrity, and regulatory resilience.
Why is Packaging Material Compatibility the Core Driver of Food Plant Profitability?
The compatibility between packaging films and HFFS machinery is the fundamental logic behind maximizing OEE: only when a film’s physical properties perfectly align with the machine’s servo-tensioning and sealing frequency can a plant eliminate unplanned downtime and minimize cost-per-unit.
In a high-volume production environment, even a minor mismatch in material specifications can trigger a cascade of operational failures. Incompatible films often lead to slippage, tracking errors, or "web breaks," which translate directly into expensive manual intervention and material waste. Beyond the floor, the stakes are even higher: brand protection. If a material’s barrier properties are compromised by a machine’s inability to create a consistent seal, the resulting "leakers" lead to premature spoilage, catastrophic product recalls, and irreparable damage to consumer trust. As global regulations like the EU’s Packaging and Packaging Waste Regulation (PPWR) tighten, the ability to switch between traditional plastics and sustainable alternatives without losing efficiency has become a primary competitive advantage.
The Hidden Costs of "Near-Compatibility"
Many plants operate in a state of "near-compatibility," where the machine runs but requires constant adjustment. This "hidden downtime" saps profitability. A truly compatible system allows for "set-and-forget" operation, where the servo-motors compensate for minor film variances in real-time. This stability is what allows a facility to scale up during seasonal peaks without the need for additional technical oversight.
Which Physical Properties Dictate How a Material Performs on an HFFS Machine?
A material’s performance on an HFFS line is governed by three critical physical metrics: the Coefficient of Friction (COF), Tensile Strength (and elongation), and the breadth of the Heat Seal Window. These factors determine if a film can maintain tension at high speeds while forming a reliable hermetic barrier.
- Coefficient of Friction (COF): The "slip" of a film is a delicate balance. The outer COF must be high enough for drive rollers to maintain grip, while the inner COF must be low enough to glide smoothly over the forming shoulder. If the inner layer is too "tacky," it creates excessive drag, leading to inconsistent bag lengths and mechanical strain on the pull-belts.
- Tensile Strength and Elongation: As machine speeds exceed 100+ PPM, the instantaneous tension on the web increases exponentially. High-quality materials must possess low thermal elongation; otherwise, during the heat-sealing phase, the bag will stretch, causing registration marks to drift and graphics to appear distorted.
- The Heat Seal Window: This refers to the temperature range within which a material forms a functional bond. A wide window (e.g., 120°C to 160°C) is highly desirable because it allows the machine to tolerate ambient temperature fluctuations in the plant without compromising seal integrity.
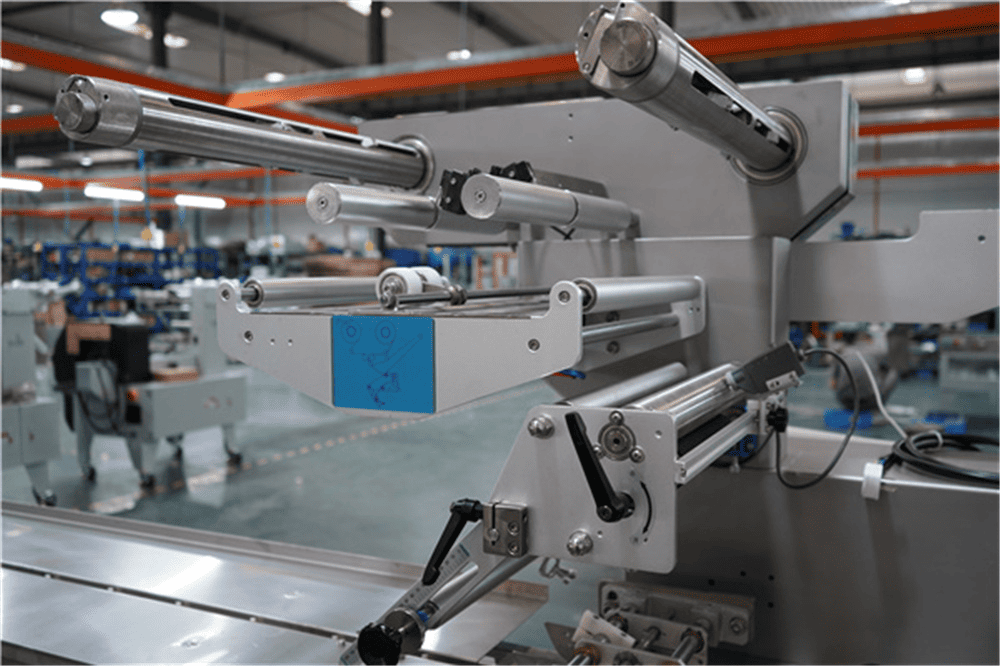
Understanding the "Web Path" Dynamics
The journey of the film from the unwind stand to the cutting head involves multiple points of contact. Every roller and guide must be synchronized with the film's elasticity. For thinner, high-yield films, the machine must utilize "low-inertia" rollers to prevent the film from stretching under its own weight—a common cause of "tracking" issues that haunt lower-end packaging lines.
How Do Rotary vs. Box-Motion Sealing Systems Adapt to Different Packaging Materials?
The choice between sealing systems is dictated by the "dwell time" required by the material: Rotary sealing is the industry standard for high-speed output with thin, monolayer films, whereas Box-Motion sealing is the essential choice for thick laminates, aluminum foils, and Modified Atmosphere Packaging (MAP) that require long-duration heat contact.
Rotary sealing systems operate in a continuous circular motion, making them the "sprinters" of the packaging world, capable of hitting 400+ PPM. They are ideal for materials like BOPP that melt and bond almost instantly. However, when dealing with multi-layer barrier films or heavy foils, the instantaneous "kiss" of a rotary jaw is often insufficient to allow heat to penetrate all layers. Box-Motion technology, by contrast, allows the sealing jaws to travel horizontally with the film. This extended contact time—or "dwell time"—ensures that heat reaches the internal sealant layer uniformly without scorching the outer carrier layer. This is non-negotiable for products like coffee, nuts, or medical devices where a 100% hermetic seal is required.
The Precision of Servo-Driven Jaws
Modern HFFS machines utilize independent servo motors for the sealing head. This allows for "variable pressure profiles," where the machine can apply a light touch for delicate films or a high-pressure "crush" for thick gusseted bags. This flexibility is what enables a single machine to handle a wide variety of SKUs, from lightweight snack bags to heavy-duty industrial pouches.
What are the Specific Compatibility Challenges for Paper-based Packaging on Flow Wrappers?
Paper-based materials present compatibility challenges due to their lack of elasticity and sensitivity to geometric folding; this requires HFFS machines to feature specialized forming shoulders with wider angles and ultra-precise tension control to prevent fiber tearing and coating fractures.
Unlike plastic films, which can "stretch and recover," paper is rigid. If the folding geometry of the forming shoulder is too aggressive, the paper will crack at the corners, compromising the barrier. Furthermore, paper-based packaging relies on thin, heat-sealable coatings (often water-based or bio-polymers) that have different thermal conductivity than PE or PP. To ensure compatibility, the machine must use "intelligent temperature compensation" algorithms that activate the sealant layer without charring the paper fibers. The transition to paper is not a "drop-in" replacement; it requires a holistic redesign of the web path to minimize friction and mechanical stress.
The Evolution of Paper Coatings
The industry is moving toward "mono-material" paper solutions that are fully recyclable. These materials often have a very narrow sealing window. Compatibility here is achieved through high-frequency PID (Proportional-Integral-Derivative) temperature controllers that can adjust the jaw temperature within milliseconds, compensating for the heat-sink effect of the paper substrate.
How Do You Evaluate the Processing Compatibility of Bio-Plastics and Compostable Materials (PLA/PHA)?
Evaluating bio-plastic compatibility centers on thermal sensitivity: because materials like PLA have lower melting points and lower thermal stability, the packaging machine must offer high-precision temperature control (within ±1°C) and rapid cooling features to prevent seal distortion and "burn-through."
While bio-plastics offer a sustainable narrative, they are notoriously difficult to process. They tend to have high static accumulation, which can cause the film to cling to the machine frame or attract dust. A compatible system must integrate anti-static bars and utilize servo-driven "assist-belts" to pull the film through the machine, compensating for the material's lower mechanical strength. Additionally, because bio-polymers often stay "tacky" longer after heating, efficient cooling at the discharge conveyor is essential to maintain the bag's aesthetic shape and prevent sticking in the secondary packaging phase.
Managing the "Memory Effect"
Some bio-based films have a "memory effect," where they attempt to return to their original flat state after being folded. This requires the HFFS machine to have "over-folding" capabilities in the fin-seal area to ensure the bag stays closed until the heat seal is fully set.
What Special Requirements Does Modified Atmosphere Packaging (MAP) Place on Material and Machine Synergy?
The success of MAP depends on the synergy between high-barrier materials and "zero-leak" sealing: the material must offer a low Oxygen Transmission Rate (OTR), while the machine must provide precise pressure control to eliminate "micro-leaks" in the seal area that would otherwise allow protective gases to escape.
In MAP applications, compatibility analysis must dive into the chemistry of the sealant layer. For instance, do the anti-fog additives in the film interfere with the bond strength? Does the multi-layer co-extruded film have enough "hot tack" to hold the seal while the bag is pressurized with Nitrogen or CO2? Soontrue’s MAP-ready systems integrate online gas analysis and pressure-sensing jaws to ensure that every package leaving the line is a perfect "gas-tight" vessel. This is the only way to achieve the 2x or 3x shelf-life extension that retailers demand for fresh produce, meats, and cheeses.
The Role of Gas Flushing Precision
Compatibility also involves the "gas lance" design. The machine must be able to flush the bag with high-purity gas without creating turbulence that might displace the product or trap air in the seal. This requires a laminar flow design that is synchronized with the film speed and jaw closure.
How Can Procurement Managers Use a TCO Model to Choose Compatible Materials and Equipment?
Smart procurement is based on a Total Cost of Ownership (TCO) model: while high-performance servo-driven machines have a higher initial CAPEX, their compatibility with a wide range of cheaper or thinner films can reduce material waste by 3-5% and slash changeover times, typically delivering a full ROI within 12 to 18 months.
If a machine is only compatible with a specific "premium" film, the plant is locked into a single supplier, losing all bargaining power. A truly compatible system allows procurement teams to source films globally, taking advantage of market fluctuations. Furthermore, as material technology evolves over the next decade, a machine with "open-architecture" software and modular hardware is the only way to prevent asset obsolescence. When you factor in the cost of "leakers," the cost of film waste, and the cost of labor for constant adjustments, the "cheapest" machine often becomes the most expensive burden on the balance sheet.
Calculating the "Compatibility Premium"
When evaluating a new machine, ask for a "film-thickness stress test." A machine that can run 20-micron film as reliably as 40-micron film offers a 50% reduction in material volume—a massive win for both the bottom line and the company's sustainability report.
Summary: Achieving the Perfect Triangle of Material, Machine, and Product
The ultimate goal of packaging automation is to achieve a dynamic equilibrium between the physical properties of the substrate, the mechanical precision of the machine, and the biological requirements of the food product. This balance is the only path to ensuring food safety, operational flexibility, and long-term profitability.
As material science continues to advance—from nano-coatings to all-fiber solutions—the challenges of compatibility will only grow more complex. Soontrue does not just provide HFFS hardware; we provide a partnership backed by a dedicated material testing laboratory. We help our clients conduct comprehensive compatibility audits before a single dollar is spent on a new production line. We believe that the best packaging solution is not the most expensive one, but the one that most seamlessly adapts to the complex realities of your production floor.
Actionable Takeaways:
- Conduct a Material Audit: Regularly check the COF and thickness consistency of your current film stock.
- Upgrade Control Systems: Consider retrofitting older machines with servo-tensioning to handle thinner, eco-friendly films.
- Consult the Experts: Before switching to paper or bio-films, always perform a trial run in a controlled laboratory environment to map the heat-seal window.
FAQ
Q:Can I switch from plastic film to paper-based packaging on my existing HFFS machine?
A:It depends on the machine's flexibility. Paper has almost zero elasticity compared to plastic, meaning it will likely tear on a standard forming shoulder. To achieve compatibility, you typically need to install a "low-stress" forming box and upgrade to a more sensitive tension control system. At Soontrue, we offer specialized retrofit kits designed specifically for the transition to recyclable paper substrates.
Q:How does the "Coefficient of Friction" (COF) specifically affect my daily production speed?
A:COF is the "grip" factor. If your film is too slippery (low COF), the drive rollers will slip, causing inconsistent bag lengths and "registration drift." If it is too tacky (high COF), the film will drag and bunch up at the forming shoulder, leading to frequent web breaks. For high-speed operations (150+ PPM), we recommend a stable COF between 0.2 and 0.3 for the outer layer.
Q:Why do I get "leakers" even when the sealing temperature seems correct?
A:Temperature is only one-third of the equation. Seal integrity also depends on Pressure and Dwell Time. If you are using thick laminates or gusseted bags, a standard rotary jaw may not provide enough contact time. In these cases, switching to a Box-Motion sealing head is the best way to ensure a hermetic seal without scorching the outer layer of the film.
Q:Are bio-plastics like PLA compatible with standard heat-sealing jaws?
A:Bio-plastics are extremely heat-sensitive and have a very narrow "sealing window." Standard jaws often fluctuate by ±5°C, which can cause PLA to either not seal or melt entirely. Compatibility requires high-precision PID temperature controllers and, in many cases, Teflon-coated jaws to prevent the bio-polymer from sticking to the metal surface during the sealing cycle.
Q:How much film can I actually save by switching to a more "compatible" servo-driven machine?
A:A high-precision servo system allows you to use thinner films (down-gauging) without the risk of stretching or breaking. By moving from a 40-micron to a 30-micron film, and utilizing "No Product, No Bag" features to eliminate empty cycles, most of our clients see a 15% to 20% reduction in total film waste annually.
Q:Does the "No Product & Packaging" feature work with all material types?
A:Yes, but it requires high-quality optical sensors that can "see" through different materials. While standard sensors work for opaque films, transparent or highly reflective metallic films require specialized laser or ultrasonic sensors to ensure the machine knows exactly when to pause the film feed, regardless of the substrate's optical properties.
Q:How do I know if a new film supplier's material is truly compatible before I buy in bulk?
A:Never commit to a bulk order based on a data sheet alone. We recommend a "Stress Test" on your specific machine model. At Soontrue, we provide a material testing service where you can send us a sample roll; we analyze the COF, seal strength, and optimal temperature settings, providing you with a full compatibility report before you make a procurement decision.