
The Definitive 2026 Guide to Flexible Packaging for Snack Foods
Packaging Knowledge Hub

If you're seeking packaging automation solutions, please contact us, and we'll be delighted to offer you the most tailored solution.
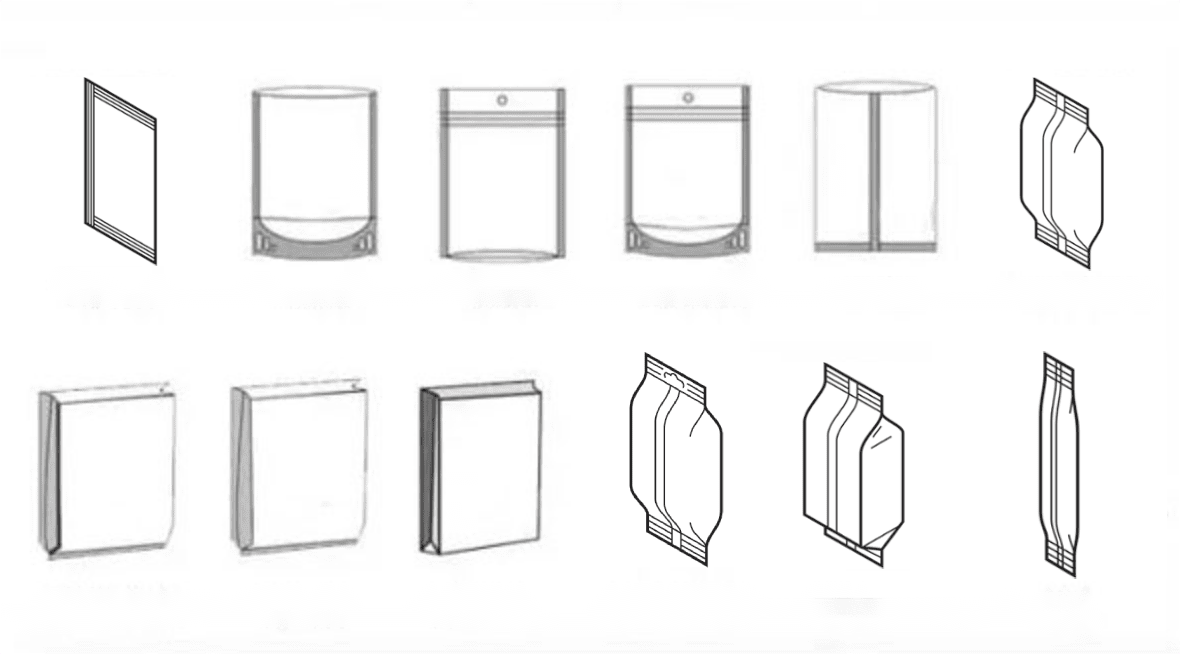
In the modern snack food landscape, the packaging is the product. For a consumer, the "pop" of a nitrogen-flushed bag or the tactile feel of a matte-finish pouch is the first bite of the brand experience. For the manufacturer, however, packaging represents a complex intersection of polymer science, high-speed mechanical synchronization, and volatile raw material markets. This guide explores the multi-dimensional world of snack packaging, offering a blueprint for operational excellence.
Why is Flexible Packaging the Core Driver of Profitability in the Global Snack Market?
Flexible packaging is the ultimate "efficiency multiplier," offering a 5:1 weight-to-product ratio advantage over rigid formats, which directly translates into a 35-40% reduction in total carbon footprint and logistics overhead.
The profitability of a snack brand is often won or lost in the "last mile" of the supply chain. Flexible packaging—comprising films, foils, and specialized laminates—allows for "cube-out" optimization in shipping containers. Unlike rigid cans or jars, which ship air when empty and take up fixed volumes when full, flexible pouches are shipped as flat rolls (reams). A single pallet of flexible film can produce the same number of packages as 15 to 20 pallets of pre-formed rigid containers.
Furthermore, the "barrier-to-weight" ratio of modern co-extruded films allows for the protection of sensitive fats and oils in snacks without the heavy gauge of traditional materials. By reducing the primary packaging weight, brands can bypass the "plastic tax" implemented in many European and Asian markets, turning a regulatory hurdle into a bottom-line saving.
What are the Non-Negotiable Global Trends in Snack Food Flexible Packaging for 2025-2026?
The upcoming cycle is defined by "Functional Sustainability" and "Hyper-Personalization," where the packaging must perform a dual role as a high-barrier protector and a digital brand ambassador.
- The Rise of "Tactile Branding": Beyond visual graphics, brands are using Soft-Touch coatings and Sand-Blast textures to create a premium hand-feel. This tactile feedback has been shown to increase "dwell time" (the time a consumer holds a product in-store) by 15%, significantly boosting conversion rates.
- Smart Indicators for Freshness: We are seeing the integration of "Time-Temperature Indicators" (TTI) directly into the film. These smart labels change color if the snack has been exposed to temperatures that might compromise the oil stability, providing a "fail-safe" for quality assurance.
- Mass Customization via Digital Printing: The era of 100,000-unit minimum order quantities (MOQs) is ending. Digital printing allows snack brands to launch "micro-campaigns"—such as localized flavors or event-specific packaging—without the cost of copper gravure cylinders.
How Does Snack Packaging Design and Color Psychology Influence Consumer Buying Behavior?
The most effective snack packaging converts visual attention into a purchasing decision within three seconds by leveraging color psychology, tactile finishes, and strategic transparency. Brands that transition from traditional high-gloss films to soft-touch matte finishes consistently see a perceived value increase, while implementing UV-blocking clear windows satisfies consumer demand for ingredient transparency without compromising the lipid stability of the snack inside.
To understand why these visual and tactile cues are so powerful, we have to look at how the human brain processes retail environments. In a crowded supermarket aisle, consumers experience cognitive overload. Your packaging must act as a cognitive shortcut.
The Subconscious Power of Color Coding and Finishes
Snack categories have deeply ingrained color languages. Barbecue flavors are universally anchored in deep reds and oranges, while sea salt or original flavors rely on crisp blues. While breaking these visual rules can create a disruptive shelf presence, it also forces the consumer to think harder, which can inadvertently increase shelf abandonment.
Beyond color, the physical finish of the film dictates the product's market positioning. High-gloss laminates reflect harsh supermarket lighting and are subconsciously associated with mass-market, high-sugar, or budget-friendly items. Conversely, a matte finish absorbs light, instantly communicating a premium, organic, or artisanal quality. This tactile upgrade alone can justify a 10-15% price premium in the minds of consumers.
How to Achieve Sustainable Packaging Transition Without Sacrificing Snack Shelf Life?
Successful transition requires a shift from "Multi-Material Laminates" to "High-Barrier Monomaterials" (All-PE or All-PP), utilizing Nano-Clay or AlOx (Aluminum Oxide) coatings to replicate the moisture and oxygen protection of aluminum foil.
The "Holy Grail" of snack packaging is a 100% recyclable bag that keeps chips crunchy for 12 months. Traditionally, this required a layer of PET (for strength), Aluminum Foil (for barrier), and PE (for sealing). Because these materials cannot be separated, they end up in landfills.
The 2026 standard is MDO-PE (Machine Direction Oriented Polyethylene). By stretching the PE film during production, manufacturers align the polymer chains, giving it the stiffness and heat resistance of PET while remaining in the "PE Recycling Stream." When combined with a thin AlOx coating, these monomaterial bags achieve an Oxygen Transmission Rate (OTR) of less than 0.1 cc/m²/day, matching the performance of traditional non-recyclable foils.
What are the Core Barrier Property Requirements for Snack Food Flexible Packaging?
Snack packaging engineering must solve the "Triple Threat": Moisture Ingress (loss of crunch), Oxygen Exposure (lipid oxidation), and UV Light Degradation (vitamin and color loss).
- WVTR (Water Vapor Transmission Rate): For hydroscopic snacks like extruded puffs, the WVTR must be lower than 0.5 g/m²/day. Even a 1% increase in internal moisture can lead to a "stale" consumer perception.
- OTR (Oxygen Transmission Rate): Fried snacks contain unsaturated fats. If the OTR exceeds 1.0 cc/m²/day, the "hexanal" levels (the chemical marker for rancidity) will spike within 90 days.
- Light Transmission: For snacks containing natural dyes (like turmeric or paprika), UV light causes rapid fading. High-opacity metallized layers are essential to maintain the "visual appetite" of the product upon opening.
How Do Horizontal Form Fill Seal (HFFS) Machines Enhance Snack Packaging Efficiency?
The HFFS machine is the "heart" of the production line; its ability to maintain constant film tension and precise thermal sealing determines the OEE (Overall Equipment Effectiveness) of the entire plant.
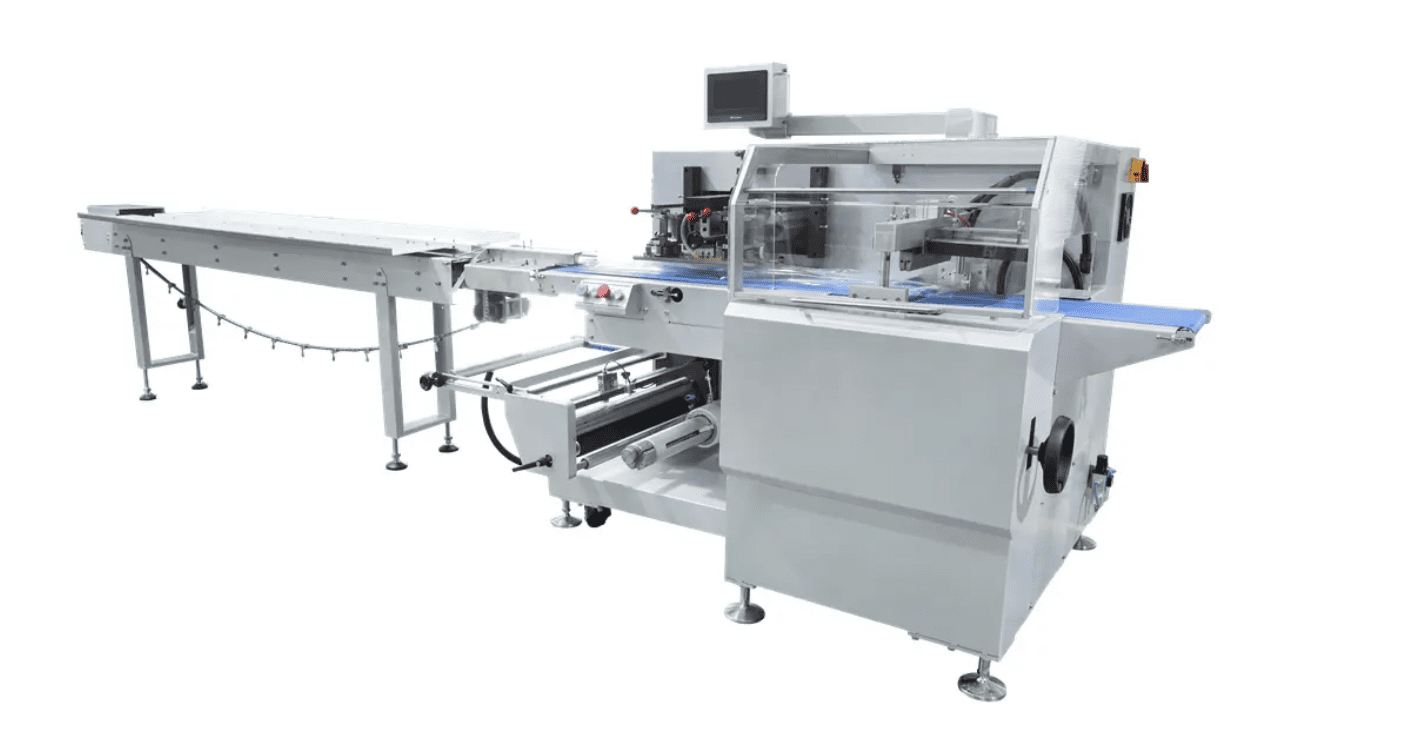
Modern HFFS systems, like those pioneered by Soontrue, utilize Independent Servo Drive (ISD) technology. Unlike mechanical cam-driven machines, ISD allows each axis (feeding, pulling, sealing, cutting) to be adjusted digitally.
- Tension Control: For thin, sustainable films that tend to stretch, the machine uses "load cells" to provide real-time feedback, ensuring the film doesn't "neck down" or distort the graphics.
- Sealing Precision: The use of PID (Proportional-Integral-Derivative) temperature controllers ensures that the sealing jaws stay within ±1°C of the set point. This is critical for Monomaterials, which have a very narrow "sealing window" compared to traditional plastics.
What Key Metrics Should Brand Owners Consider When Choosing a Snack Packaging Supplier?
Beyond the "Price per MSF" (Thousand Square Feet), decision-makers must evaluate the "Coefficient of Friction" (COF) consistency, "Hot Tack" strength, and "Seal-Through-Contamination" capability.
- COF Consistency: If the film's COF varies from batch to batch, the machine will suffer from "tracking" issues. A stable COF (typically 0.20 to 0.25) is the secret to running at 200+ PPM without intervention.
- Hot Tack: This refers to the strength of the seal while it is still molten. In VFFS or HFFS, the snack often drops into the bag immediately after sealing. If the Hot Tack is weak, the weight of the product will rupture the bottom seal.
- Seal-Through-Contamination: Snack powders (salt, seasoning) often dust the seal area. A high-quality ionomer sealant layer (like Surlyn) is required to "clean" the seal area during the heating process, preventing micro-leaks.
How to Calculate the ROI of Snack Packaging Automation Using a TCO Model?
A true TCO (Total Cost of Ownership) analysis reveals that the "Machine Price" only accounts for 15% of the 10-year operational cost; the real savings are found in "Film Yield" and "Giveaway Reduction."
- Film Yield (Down-gauging): A high-end HFFS machine can handle 20μm film where a low-end machine requires 30μm. For a plant running 3 shifts, this 10μm difference can save $150,000 per year in raw material costs alone.
- Giveaway Reduction: By integrating the packaging machine with a 14-head multi-head weigher, "overfill" can be reduced from 5g per bag to 0.5g. On a line producing 10 million bags a year, this saves 45,000kg of product.
- Labor Displacement: One automated Soontrue line can replace 4 manual packing stations, providing a direct labor ROI in less than 14 months in most developing and developed markets.
How Can Procurement Teams Reduce Flexible Packaging Costs Without Sacrificing Snack Shelf Life?
Snack manufacturers can reduce flexible packaging procurement costs by up to 20% through strategic film down-gauging, web width optimization, and minimizing machine scrap rates. By upgrading to high-performance MDO-PE resins, brands can reduce film thickness from 30μm to 25μm, generating substantial material savings and lowering carbon footprint taxes while maintaining identical puncture resistance and barrier properties.
Value engineering in flexible packaging is not about finding the cheapest supplier; it is about eliminating hidden inefficiencies in how the material is purchased and processed.
The Economics of Down-Gauging
Historically, brands relied on thick, multi-layer laminates (often 30 to 40 microns) simply as an insurance policy against punctures during transit. Today, advancements in polymer science—specifically Machine Direction Oriented Polyethylene (MDO-PE)—allow the molecular chains of the plastic to be stretched and aligned, creating immense tensile strength at much thinner gauges. Dropping a film's thickness by just 5 microns might seem microscopic, but for a facility running three shifts a day, this 16% reduction in material volume translates to hundreds of thousands of dollars saved annually. Furthermore, lighter packaging significantly reduces inbound freight costs and helps brands sidestep aggressive Extended Producer Responsibility (EPR) plastic taxes in global markets.
Eradicating the Scrap Rate Black Hole
Procurement teams often negotiate aggressively on the "Price per Thousand Square Feet" (MSF) but ignore the massive financial bleed happening on the factory floor during machine changeovers. Every time a new roll of film is loaded or a new product size is dialed in, older machines can waste hundreds of meters of perfectly good film before the tension and temperature stabilize. By investing in HFFS machines equipped with Auto-Splicing capabilities and digital recipe memory, operators can transition between rolls seamlessly. This technological intervention can slash debugging scrap rates by over 80%, ensuring that the film you purchase actually makes it onto the retail shelf rather than into the factory recycling bin.
Web Width and Die-Line Optimization
Another critical area for cost reduction is edge trim waste. Many legacy packaging designs use a web width (the total width of the raw film roll) that is slightly too wide for the actual forming collar, resulting in continuous strips of wasted film being trimmed off the edges. By collaborating closely with your flexible packaging converter to tighten the die-line and optimize the graphic layout, you can often shave 5 to 10 millimeters off the web width. This micro-adjustment yields a permanently lower MSF cost without altering the internal volume or visual impact of the final snack bag.
How Does Modified Atmosphere Packaging (MAP) Extend the Shelf Life of High-Fat Snacks?
MAP is the "silent preservative," replacing the oxygen inside the bag with an inert gas (Nitrogen) to reduce the residual oxygen level to below 1%, effectively stopping the clock on oxidative rancidity.
For snacks like macadamia nuts or kettle-cooked chips, oxygen is the enemy. The MAP process involves "Gas Flushing" just before the final seal.
- The "Sniff Test": Without MAP, high-fat snacks develop a "cardboard" smell within 4 weeks. With Nitrogen flushing, that same product remains "factory-fresh" for 12 months.
- Structural Integrity: The gas also acts as a "pillow," preventing the product from being crushed during palletization. The key engineering challenge is ensuring the Gas Replacement Rate is consistent; Soontrue machines use a laminar flow lance to ensure 99% Nitrogen purity inside every bag.

What are the Specific Challenges of Packaging "Better-for-You" (BFY) Snacks?
BFY snacks—such as veggie straws, protein-infused puffs, and keto clusters—often have unique chemical profiles that require specialized "Active Packaging" and low-impact handling.
- Hygroscopic Ingredients: Many BFY snacks use pea protein or chickpea flour, which are highly sensitive to humidity. This requires an "Ultra-High Barrier" (UHB) laminate.
- Fragility: Protein puffs are often more brittle than corn-based snacks. The HFFS machine must be configured with "low-drop" inclines and "soft-touch" transfer points to prevent the product from turning into "fines" (dust) before it reaches the consumer.
- Clean Label Compatibility: Since BFY brands avoid chemical preservatives, the packaging must do 100% of the preservation work, making seal integrity non-negotiable.
The Future of Snack Flexible Packaging: Where are AI and Personalized Packaging Headed?
The "Smart Factory" of 2030 will feature AI-driven "Predictive Maintenance" and "Dynamic Packaging," where the machine adjusts its own parameters based on the humidity and thickness of the incoming film roll.
- AI Vision Systems: Instead of random manual checks, AI cameras will inspect 100% of the seals at 400 PPM, identifying microscopic "channel leaks" that the human eye cannot see.
- The "Digital Twin": Manufacturers will run a digital simulation of the packaging process before the physical film is even loaded, predicting exactly where "wrinkling" or "burn-through" might occur.
- Circular Economy Integration: Future packaging will include "Digital Product Passports" (DPP). A consumer scans the bag, and their smartphone tells them exactly which local bin it should be placed in based on the specific polymer blend used.
How Do You Troubleshoot Common Flexible Packaging Defects Like Micro-Leaks and Film Wrinkling?
The root causes of most snack packaging defects—such as micro-leaks, film wrinkling, and layer delamination—stem from improper PID temperature calibration, inconsistent web tension, or chemical incompatibility between the snack's oils and the laminating adhesives. Resolving these issues requires a systematic audit of the HFFS machine's sealing jaw pressure, real-time edge-guiding sensors, and the integration of ionomer sealants to power through particulate contamination.
Even with the highest quality films and state-of-the-art machinery, high-speed snack packaging lines will inevitably encounter operational hiccups. Knowing how to diagnose and resolve these defects rapidly is the key to maintaining a high Overall Equipment Effectiveness (OEE) score.
Diagnosing Micro-Leaks and Seal Failures
When a nitrogen-flushed bag of chips goes flat within a few days, it is a catastrophic failure that leads to immediate consumer rejection. Micro-leaks usually occur in the end-seals or the back-seal. The first diagnostic step is to check the PID (Proportional-Integral-Derivative) temperature controllers. If the sealing jaws are fluctuating by more than ±2°C, the polymer will not melt uniformly. However, if the temperature is stable, the culprit is almost always particulate contamination. Snack dust—like cheese powder or fine salt—often settles in the seal area before the jaws close. To fix this, manufacturers must switch to a high-performance ionomer sealant layer (such as Surlyn), which has the unique chemical ability to melt around and encapsulate contaminants, creating a hermetic seal even through heavy seasoning dust.
Correcting Film Wrinkling and Tracking Drift
If the brand logo is printing off-center or the bag features unsightly creases, the machine is suffering from poor web tension. Wrinkling happens when the film is pulled unevenly over the forming collar. Operators should immediately inspect the unwind tension settings and ensure the dancer rollers are moving freely. Additionally, friction build-up on the forming collar (often caused by static electricity attracting dust) can drag the film. Installing ionizing bars and utilizing automatic edge-guiding sensors will keep the film perfectly aligned, eliminating the "drifting eye-mark" issue that causes the cutting knife to slice through the graphics.
Solving the Delamination Mystery
Delamination occurs when the layers of a composite film peel apart like an onion. This not only ruins the aesthetic but entirely destroys the oxygen and moisture barriers. This defect is rarely a machine issue; it is a chemical failure. Highly acidic or oil-heavy snacks can cause aggressive lipid migration, which seeps through the inner polyethylene layer and attacks the laminating adhesive. If delamination occurs, QA teams should request an FTIR (Fourier Transform Infrared Spectroscopy) analysis from their supplier to identify the exact point of chemical failure, which usually necessitates upgrading to a more robust, solvent-less, high-chemical-resistance adhesive system.
FAQ
Q1: Why does my snack packaging feel "greasy" on the outside after a few weeks?
A: This is likely "Oil Migration." If the barrier layer (usually the inner PE) is not compatible with the specific fats in your snack, the oil can migrate through the polymer matrix. You may need a "Grease-Proof" coating or a higher-density sealant layer.
Q2: What is the difference between "Cold Seal" and "Heat Seal" for snacks?
A: Heat Seal uses thermal energy to melt the plastic together. Cold Seal uses a pressure-sensitive adhesive. Cold Seal is preferred for heat-sensitive snacks like chocolate-coated bars, where the heat from the packaging jaws would melt the product.
Q3: How do I prevent "Static Cling" when packaging dry snacks?
A: Dry snacks like pretzels generate high static electricity. This causes "fines" to stick to the seal area. The solution is to install Ionizing Bars at the forming shoulder to neutralize the charge before the film is sealed.
Q4: Can I run 100% Paper packaging on a machine designed for Plastic?
A: Not without modifications. Paper has no "stretch," so the tension system must be much more precise. You will also need to replace the forming shoulder with one designed for the specific folding geometry of paper to prevent "fiber cracking."
Q5: What is "Hot Tack" and why should I care?
A: Hot Tack is the strength of the seal while it is still hot. If you have a heavy product (like 500g of nuts), and the Hot Tack is low, the bottom of the bag will pull apart the moment the nuts hit it, even if the seal would have been strong once cooled.
Q6: How does "Film Tracking" affect my OEE?
A: If the film doesn't run straight, the "eye-mark" (the registration point) will drift, leading to bags where the art is cut in the wrong place. This causes 5-10% waste in poorly maintained lines. High-end HFFS machines use automatic "Edge Guiding" to correct this in real-time.
Q7: Is "Compostable" packaging better than "Recyclable" packaging?
A: It depends on the local infrastructure. In regions with industrial composting, compostable films are excellent. However, in most markets, "High-Barrier Monomaterial" (Recyclable) is preferred because it can be turned back into new plastic products, supporting a true circular economy.